

国内常用的(de)数控系(xì)统是(shì)FANUC和SINUMERIK
现将FANUC 0i和SINUMERIK 802s/c、802D车床外圆循环(huán)做一个比较和小结:
环境:leyu.乐鱼和斯沃仿真(zhēn)软件
G71外圆粗(cū)车固定循(xún)环
G71U(△d)R(e)
G71P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)
N(ns)……
………
.F__从序(xù)号ns至nf的程(chéng)序(xù)段,指(zhǐ)定A及B间的移动(dòng)指令。
.S__
.T__
N(nf)……
△d:切削(xuē)深度(dù)(半径指(zhǐ)定)
不指定正负符号。切(qiē)削方向依照AA'的方(fāng)向(xiàng)决定,在另一个值指定前不会改变。FANUC系统参(cān)数(shù)(NO.0717)指定(dìng)。
e:退刀行程(chéng)
本指定(dìng)是状态指定,在另(lìng)一(yī)个值指(zhǐ)定前不会改(gǎi)变。FANUC系统参数(NO.0718)指定。
ns:精加工形状程序的第一个段号。
nf:精(jīng)加工形状程序的最(zuì)后一(yī)个段号。
△u:X方(fāng)向精加工预留量的距离(lí)及方向。(直径/半径)
△w: Z方向(xiàng)精加工预留量的距离及方(fāng)向。
如果在(zài)下图(tú)用程序决定A至A'至(zhì)B的精加工形状,用△d(切削深度)车掉指定的区域,留精加工预留(liú)量△u/2及(jí)△w。
图1

图2
M03S1000
T0101
G0X70Z2
G73U5W0R4
G73P10Q11U0.2W0.1F0.1
N10G01X50Z0
G3X40Z-15R22
G2Z-45R25
N11G1Z-50
G70P10Q11
G0X100Z200
T0100
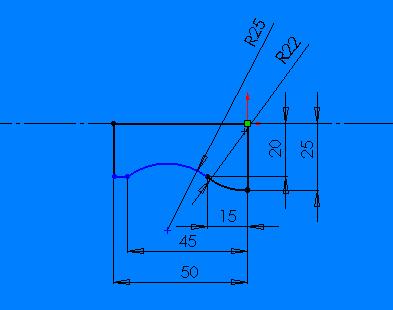
图3
用此循环可以在坐标轴平行方向加工由子(zǐ)程序设置的轮廓, 可以进行纵向和横向加(jiā)工,也(yě)可以进行内外轮(lún)廓的加工。
可(kě)以选择不同的(de)切削(xuē)工艺方式:粗加工、精加工或(huò)者综合加工。只要刀具不会发(fā)生碰撞可以在(zài)任(rèn)意(yì)位置调(diào)用此(cǐ)循环。调(diào)用循环之前(qián),必须在所调用的(de)程序中已经激活刀具补(bǔ)偿参(cān)数。
图4
直径编程(chéng)G23指令必须有效。
系统中必须已经装(zhuāng)入文件SGUD.DEF。
程序(xù)嵌套中至多可(kě)以(yǐ)从(cóng)第三级程(chéng)序界面中(zhōng)调用此循环(两级(jí)嵌套)。
| 参数 | 含义,数值范(fàn)围 |
| R105 | 加工(gōng)类型:数值 1...12 |
| R106 | 精加工余量(liàng),无符号 |
| R108 | 切入深度(dù),无符(fú)号(hào) |
| R109 | 粗加工切入(rù)角 |
| R110 | 粗(cū)加工时的退刀量 |
| R111 | 粗(cū)切进给率(lǜ) |
| R112 | 精切(qiē)进(jìn)给率 |
R105 加工方式(shì)参数。用参(cān)数R105确定以下(xià)加工方式:
纵向加工/横(héng)向加工
内(nèi)部加工/外部加(jiā)工
粗加工/精加工/综合(hé)加工
在纵向加工时进刀总是在横向坐标轴(zhóu)方(fāng)向(xiàng)进行(háng),在横向加工时进刀则在纵向(xiàng)坐标(biāo)轴方向。
| 数值 | 纵向/横向 |
外部/内(nèi)部 |
粗加(jiā)工/精加工/综合(hé)加工 |
| 1 | 纵向 | 外部(bù) | 粗加工 |
| 2 | 横向(xiàng) | 外部(bù) | 粗加工 |
| 3 | 纵向 | 内部 | 粗加工 |
| 4 | 横(héng)向 | 内部(bù) | 粗加工 |
| 5 | 纵向 | 外部 | 精加工 |
| 6 | 横向 | 外部 | 精加工 |
| 7 | 纵向 | 内部 | 精(jīng)加工 |
| 8 | 横向 | 内部 | 精加工 |
| 9 | 纵向 | 外(wài)部 | 综合加工 |
| 10 | 横(héng)向 | 外部(bù) | 综合加(jiā)工(gōng) |
| 11 | 纵向 | 内部 | 综合加工 |
| 12 | 横(héng)向 | 内(nèi)部(bù) | 综合加工 |
R106 精加工余量参数。
在精加(jiā)工(gōng)余量之前的(de)加工均为粗(cū)加工。如果没有设置精加(jiā)工余量,则一直进(jìn)行粗加工,直(zhí)至最终(zhōng)轮(lún)廓。
R108 切(qiē)入(rù)深度(dù)参(cān)数。设定粗加工最大进(jìn)刀深度(dù),但当前粗(cū)加工中(zhōng)所用的进刀(dāo)深(shēn)度则由(yóu)循(xún)环自动计算出来(lái)。
R109 粗加工(gōng)切入角。
R110 粗加工时退刀(dāo)量(liàng)参(cān)数。坐标轴平(píng)行方向的每次(cì)粗加工之后均(jun1)须从轮廓退刀,然后(hòu)用G0返回到起始(shǐ)点。由参数(shù)R110确定退刀量的大小(xiǎo)。
R111 粗加工进给率参数。加工方式为(wéi)精加工时(shí)该参数(shù)无效。
R112 精加工进给(gěi)率(lǜ)参数(shù)。加工(gōng)方式为粗(cū)加工时该参数无效(xiào)。
在一(yī)个子程序中设置待加工的工件轮廓,循环通过(guò)变量_CNAME名下的子程序名调用(yòng)子程(chéng)序。
轮(lún)廓由(yóu)直线或(huò)圆弧组(zǔ)成,并(bìng)可以插入圆角和倒角。设置的圆(yuán)弧段最大可以为四分之一(yī)圆。轮廓的编程方向必须与精加工(gōng)时所选择的加(jiā)工方向相(xiàng)一(yī)致。
对于加(jiā)工方式(shì)为"端面、外部轮廓加工" 的轮廓必须按照从P8(35,120)到P0(100,40)的方向(xiàng)编程。时(shí)序过程(chéng)循环开始之前所到达的(de)位置:位置任意(yì),但须(xū)保证(zhèng)从该位(wèi)置回轮廓起(qǐ)始点时不发(fā)生刀(dāo)具碰(pèng)撞(zhuàng)。
该循环具有如下时序过程(chéng):
用G0在两个坐(zuò)标(biāo)轴方向同时回(huí)循环加(jiā)工(gōng)起始点(内部计(jì)算),按照参数(shù)R109下设置的角度(dù)进行(háng)深度进给,在坐标轴平行方向用(yòng)G1和参(cān)数R111下(xià)的(de)进给率回粗切削(xuē)交点,用G1/G2/G3按参(cān)数R111设定的进给率进(jìn)行粗加工,直至沿(yán)着"轮廓+ 精(jīng)加(jiā)工(gōng)余量"加工到最(zuì)后一点(diǎn),在每个坐标轴方向按参数R110中所设置的退刀量(liàng)(毫米)退刀(dāo)并(bìng)用G0返(fǎn)回。重复以上(shàng)过程,直至加工到最后深(shēn)度。
用G0按不(bú)同的坐标(biāo)轴分别回循(xún)环加工起始(shǐ)点,用G0在两个坐(zuò)标轴方向同时回轮廓起始点,用G1/G2/G3按参数R112设定的进给率沿着轮(lún)廓进行精加工,用G0在两个坐标轴方向回循环加工起始点。
在精加工(gōng)时,循环内部自动激活刀尖(jiān)半径补偿(cháng)。起始(shǐ)点 循环自动地计算加工起始点。在粗(cū)加工(gōng)时两个坐标(biāo)轴同时回起始点; 在精加工时则按不同的(de)坐标轴分别回起始点,首先运行的是进刀坐(zuò)标轴。
"综合加工"加工方式中在最后一次粗加工(gōng)之(zhī)后, 不再回(huí)到内部计(jì)算起始点。

图5
主(zhǔ)程序:mpf
T1D1
M03S800
G0X50Z2
_CNAME="L42"
R105=1 R106=0.3 R108=2 R109=7
R110=1.5 R111=0.4 R112=0.25
LCYC95
R105=5 R106=0
LCYC95
G0X200Z200
T1D0
T3D1
G0X40Z-43
R100=38 R101=-45 R102=38 R103=-60
R104=1.5 R105=1 R106=0.2 R109=2
R110=3 R111=0.975 R112=0 R113=4
R114=1
LCYC97
G0X100
Z100
T3D0
M05
M02
L42.spf
G1X0Z0
G3X20.8Z-25.8K-15I0
G2X31.6Z-39.5CR=8
G1Z-45
X35
X38Z-46.5
Z-58.5
X35Z-60
Z-65
X39
X42Z-66.5
Z-75
M02
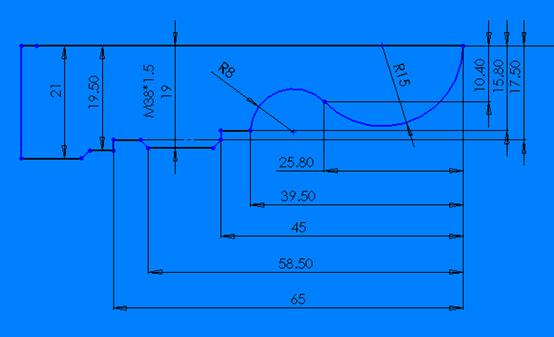
图(tú)6
倒角都为45*1.5
CYCLE95(NPP,MID,FALZ,FALX,FAL,FF1,FF2,FF3,VARI,DT,DAM,_VRT)
| NPP | String | 轮廓子程序名称 |
| MID | Rcal | 进给深度(无(wú)符(fú)号输入(rù)) |
| FALZ | Rcal | 在纵(zòng)向轴的精加工余(yú)量(liàng)(无符号(hào)输(shū)入) |
| FALX | Rcal | 在(zài)横向轴的精加工(gōng)余量(无符号输(shū)入) |
| FAL | Rcal | 轮廓的精加(jiā)工余(yú)量 |
| FF1 | Rcal | 非切槽加工的进(jìn)给率 |
| FF2 | Rcal | 切(qiē)槽时的进(jìn)给率(lǜ) |
| FF3 | Rcal | 精加工的进给率 |
| VARI | Rcal | 加工类(lèi)型 范围值(zhí):1…12 |
| DT | Rcal | 粗(cū)加(jiā)工时用于断屑时的停顿时间 |
| DAM | Rcal | 粗加工因断屑而(ér)中(zhōng)断(duàn)时所经(jīng)过(guò)的(de)长度 |
| _VRT | Rcal | 粗加工时从轮廓的退回行程,增量(liàng)(无(wú)符号输入) |
使用粗(cū)车削循环,可以(yǐ)进行轮廓(kuò)切削。该轮廓已编程在子程序(xù)中(zhōng)。轮廓可以包括凹凸切削。使用纵(zòng)向和表面加工(gōng)可以(yǐ)进行外部和内(nèi)部(bù)轮廓的加工。工艺(yì)可以随意(yì)选(xuǎn)择(粗加工、精加(jiā)工、综合加工)。粗加工轮廓时,按最大的(de)编程进给深(shēn)度进行(háng)切削且到达轮廓的交(jiāo)点后清除平行于轮廓(kuò)的毛(máo)刺,进(jìn)行(háng)粗加工(gōng)直到编程(chéng)的精加工余量。
在粗加工的同一(yī)方向进(jìn)行精(jīng)加工。刀具半径补偿(cháng)可以由循环自动选择(zé)或不(bú)选择。
起始位(wèi)置可以是任意位置,但须(xū)保证从该(gāi)位(wèi)置(zhì)回轮廓(kuò)起(qǐ)始点时不(bú)发(fā)生刀具碰撞。
循(xún)环起始(shǐ)点在内(nèi)部被计算出并使用G0在两个坐标轴(zhóu)方向同(tóng)时回该起始点。
内部计算出到当前深度的 进给(gěi)并用G0返回。
使用G1进给率为FF1回到轴(zhóu)向(xiàng)粗加工的交点。
使(shǐ)用G1/G2/G3和(hé)FF1沿轮廓+精加工余量进行平(píng)行于轮廓的倒圆切削。
每个轴使(shǐ)用G0退回(huí)在_VAR下所设置(zhì)的(de)量。
重复此顺序直至到达加工(gōng)的最(zuì)终深度。
进行无凹凸(tū)切削成(chéng)分的粗加工(gōng)时,坐标轴依次返回循环(huán)的起始(shǐ)点(diǎn)。
主程序:
T1D1
M03S800
G0X0Z2
CYCLE95("L18",1.5,0.3,0.3,0.2,0.2,0.2,0.2,9,0,0,1)
G0X100Z100
T1D0
T2D1
G0X32Z-30.5
G1X27
G0X100
Z100
T2D0
T3D1
G0X28Z-14
CYCLE97(1.5,3,-16,-27.5,30,30,2,2,1.35,0.1,0,0,3,2,3,1)
G0X100
Z100
T3D0
M05
M02
L18.spf
G1X0Z0F0.2
G03X20Z-10CR=10
G1Z-16
X27
X30Z-17.5
Z-30.5
X40
Z-35.5
G02Z-50CR=20
G1X50Z-58
Z-70
RET

图(tú)8
倒(dǎo)角都为45*1.5

